-
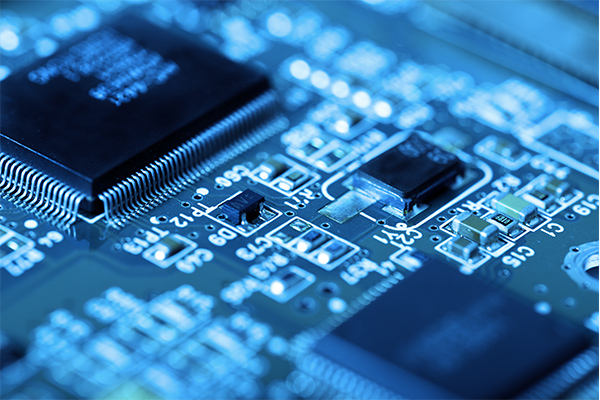
Electronics Manufacturing
Machine vision has been applied to complete industrial chain, as electronic industry is the biggest field requiring inspection application. In each part of electronic industry chain, machine vision is applied to various parts, from imaging module, USB connector to mobile middle frame, PC main-board,etc., in connectors processing and assembly, screen counterpoint fit, flat panel defect inspection application scenarios, etc.
Machine vision application in electronics manufacturing is becoming more and more general, as it can meet increasing quality control requirements in electronic industry.
-
FPD
FPD industry require extreme high standard for products yield, while displays have several processes requiring trace, as different process periods feature different defects. Machine vision has been applied to various new displays inspection , as a non-contact, high-precision, high-speed production and inspection technology, avoiding disadvantages of artificial inspection and improving production yield.
-

Lithium Battery
New energy industry is significant for adjusting energy structure, promoting the transform of energy production and reforming the consumption pattern, also reducing carbon levels and achieving carbon neutrality. Automated optical inspection is very important as Lithium batteries industry is transforming and upgrading its manufacturing process.
In Lithium batteries industry, machine vision is widely applied to various scenarios, including surface inspection of Lithium batteries upper materials like diaphragm and copper box, front process like coating process,rolling process,cutting,laser cutting,winding and lamination, back end process like discrete PACK process.
Machine vision can help the lithium industry to strictly control product quality and improve production efficiency.
-

Photovoltaic
In recent years, Photovoltaic industry has developed rapidly, with its continuous progress of production process for higher production efficiency and lower cost.
Some potential defects like cracks,unevenness of diffusion and virtual print may come out in the production process of photovoltaic panels, which might have negative effects on photovoltaic conversion efficiency of solar cell, and decrease battery life. Machine vision can detect and analyze various processes such as silicon wafer, diffusion, etching, electrode printing, cell wafer, etc., which can quickly and effectively locate the production process where problems occur,thus providing reliable assurance of product quality.
-
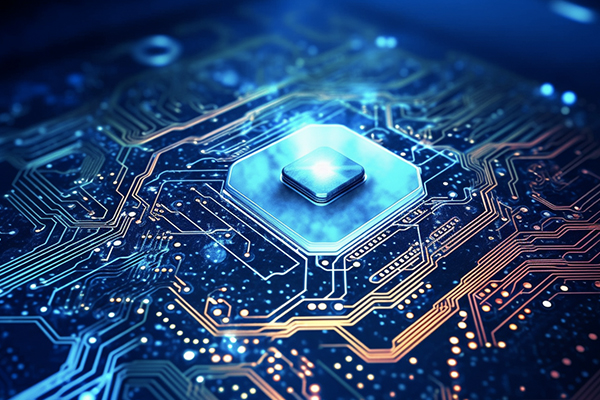
Semiconductor
The semiconductor industry is one of the fields where industrial machine vision has been applied earlier, is commonly used, has a wide range of applications, and is relatively mature.
Semi conductor manufacturing in the front and middle process , machine vision is mainly applied to precision positioning and inspection, while inspection in back end process mainly concentrates on cutting, encapsulation and inspection of wafers.
Machine vision is one of the core technology in modern industry, helping upgrade equipment in the semiconductor industry, and promoting production technology level and yield.
-

Others
Machine vision gradually becomes irreplaceable in automation industry with the advent of industry 4.0. Industrial cameras directly relate to function performance of machine vision system, greatly enhance the ability of information acquisition and processing in industry automation. Machine vision has been widely applied to many industries, not only traditional industries like electronics manufacturing, FPD, Lithium battery,photovoltaic and semi conductor, but also packaging and printing, auto parts, science, food and medicine, railway and traffic, tobacco and agricultural ,etc., for achieving defects inspection, trajectory correction,measurement and integrity check.
English

Copyright ©2018-2024 Hefei I-TEK OptoElectronics Co., Ltd. All Rights Reserved